Sand Casting
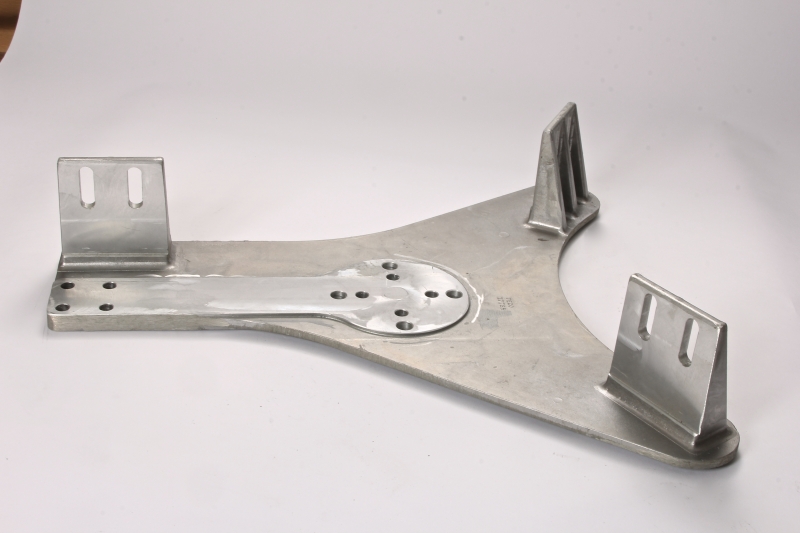
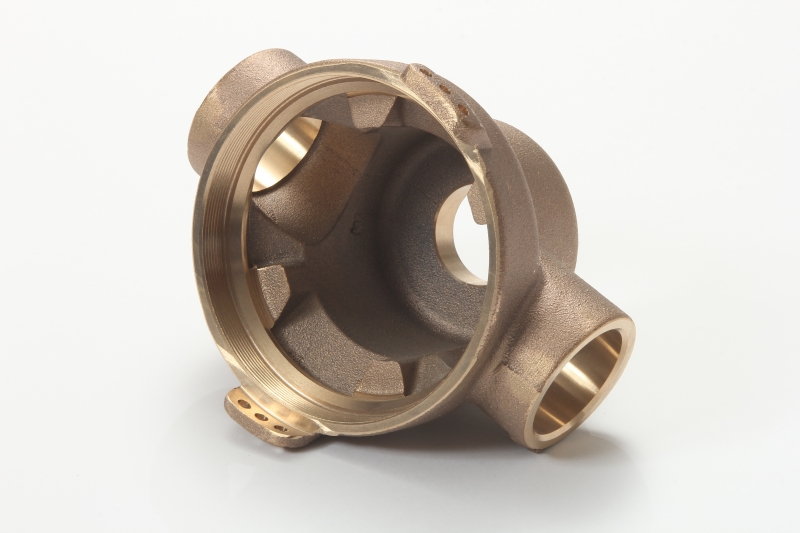
Metal casting using sand casting molds is one of the most prevalent processes in the casting industry. Fundamentally, a mold is produced by shaping a refractory material to form a cavity with the desired shape and then molten metal is poured into the cavity. The mold cavity needs to retain its shape until the metal has solidified and the casting is removed.
While the basic process remains the same, there are several types of sand casting processes that may be used depending upon the choice of metal, the size of the part, necessary dimensional accuracy, quantity required and other factors.
Examples:


Green Sand
Sand Casting
| Typical dimensional tolerances, inches | ± .010″, ± .030 |
| Relative cost in quantity | Low |
| Relative cost for small number | Lowest |
| Permissible weight of casting | Unlimited |
| Thinnest section castable, inches | 1/10″ |
| Relative surface finish | Fair to good |
| Relative ease of casting complex design | Fair to good |
| Relative ease of changing design in production | Best |
| Range of alloys that can be cast | Unlimted |
Parting Line Influence
When Parting lines are considered, very close tolerances are difficult to obtain. A parting line absorbs fractions of inches per inch. A foundry is doing well to hold a parting line to 0.015 inch. Additional measurement is added to the casting tolerance.